A corrugating client recently contacted OASIS about their desire to increase their machine’s operating speeds, while at the same time improving the quality of their board and reducing the amount of waste they were producing. They needed to find a solution for correcting their delamination and twist warp problems.
The Solution……..A Complete Corrugator Alignment
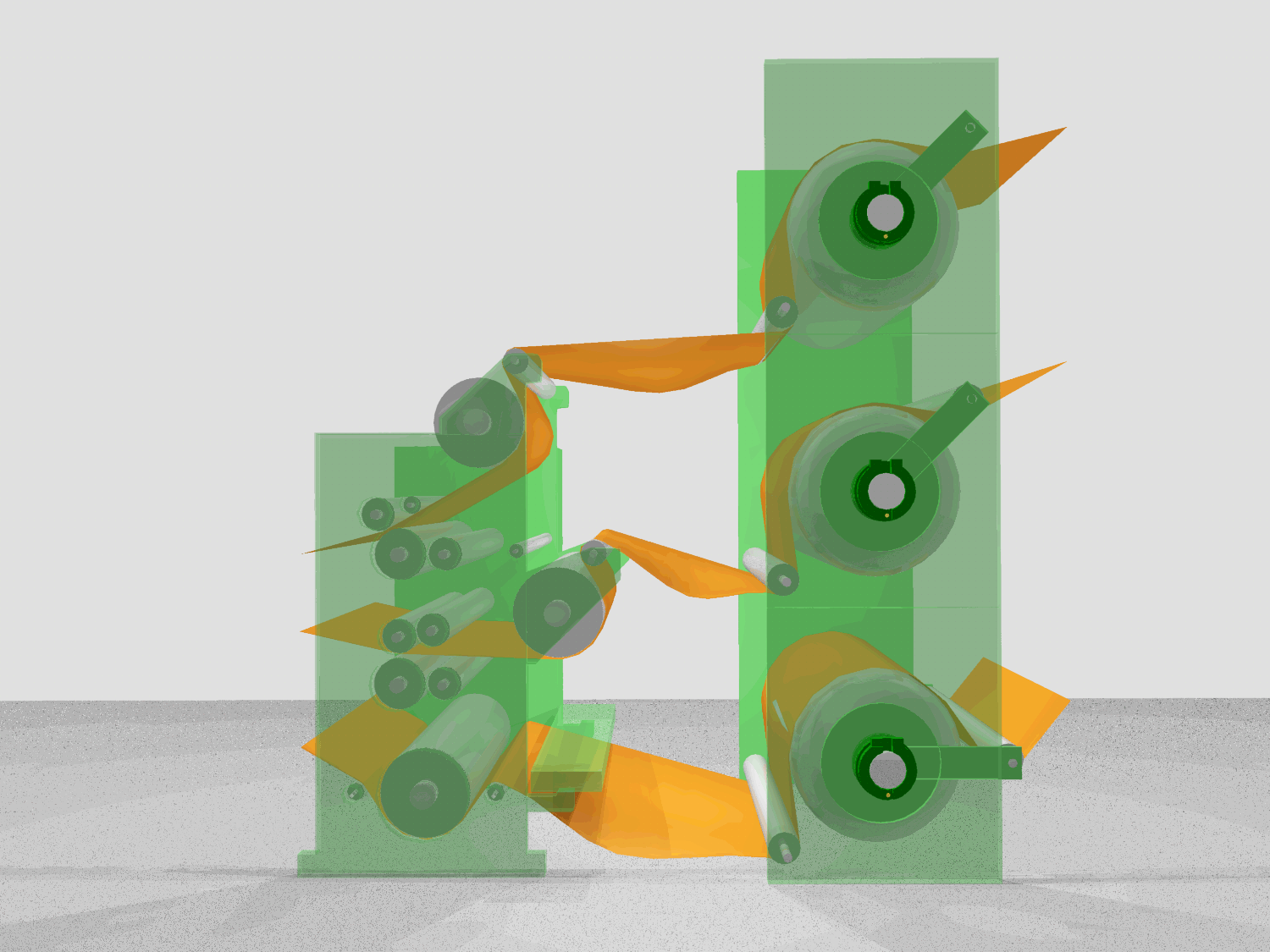
Image depicts how baggy edges can occur when rolls are misaligned.
Delamination, twist warp, crushing are just a few of the many product quality issues that can be attributed to misalignment within a corrugating line. When adjacent components are not parallel to one another, particularly wrap arm rollers with respect to their preheater drums, the product will leave the area with uneven heat temperatures across its surface. Depending on the variance, it can adversely affect how the glue adheres to the material; thus causing those common quality issues such as delamination and warping.
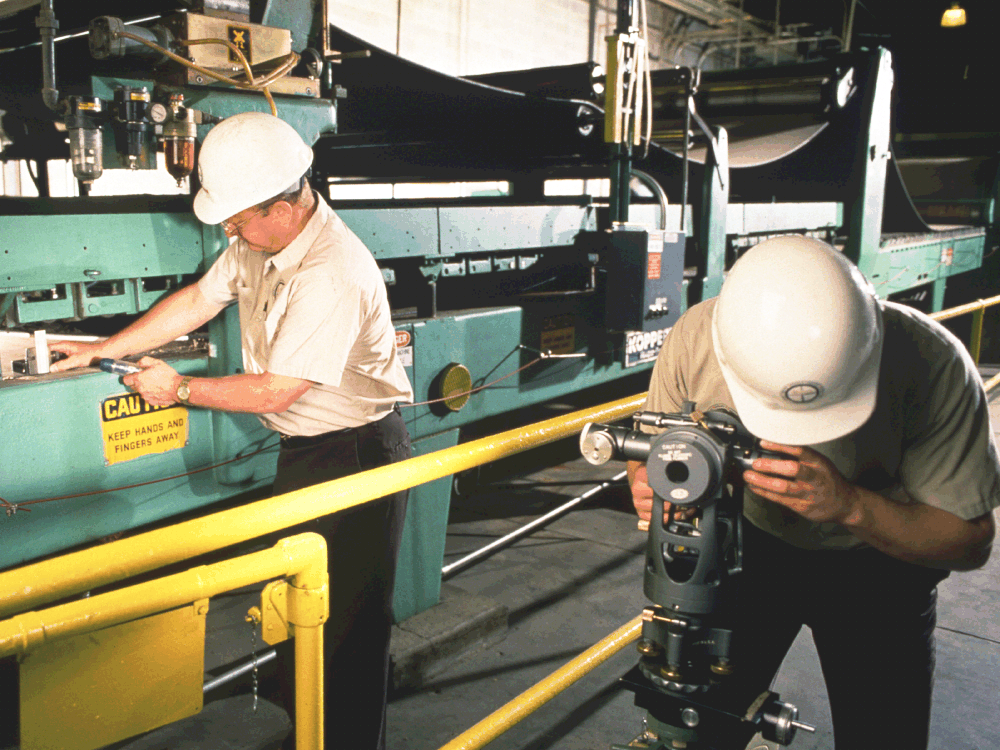
OASIS’ approach for helping to solve the client’s issues, was to first perform an initial machine alignment survey of the corrugating line – from the first flute section through to the end of the double backer. Numerous components and rollers were inspected for their machine centerline relationship to one another, as well as their level and horizontal alignment conditions. An offset machine centerline baseline, consisting of five (5) Stainless Steel Target Bushings (SSTBs), was installed along the operator side aisle floor to serve as a reference for future inspection and alignment work on this machine. Within one week, all the gathered alignment information was documented and placed on AutoCad drawings and made part of a formal Technical Report for the client’s review.
An OASIS Project Manager then visited with many of the client’s key operation personnel to review this report. OASIS prioritized the problem areas, and provided multiple alignment options for their consideration. A decision was made to simply align all corrugating components through the double backer, including all the hot plates. The following weekend, the corrugating line was aligned, and it was accomplished within four 12-hour shifts.
With the rollers within certain units now parallel to one another, and all the units being parallel to each other, the product is tracking more uniformly, with less baggy edges, and more consistent heat measurements across the board. Early results have already showed a 10% increase in operating speed, with vast improvements to the quality of the board, resulting in reduced waste.
In our next post, we’ll discuss the signs and symptoms of corrugator misalignment.