OASIS Alignment Services was contracted to work at a carpet production facility that runs a large plastic coating line that coats carpet back with plastic film. This plastic coating line is approximately 250 feet long and three stories high. The line consists of an upper oven and lower oven, coating section, j-boxes, upper chiller, accumulator, unwind section, rewind, embosser and slitter.
The manufacturer began having serious runnability issues in the plastic coating line – with the largest problem being the inability for product to track correctly from one end of the process to the other. This was creating a great deal of waste due to:
• Carpet “bend” 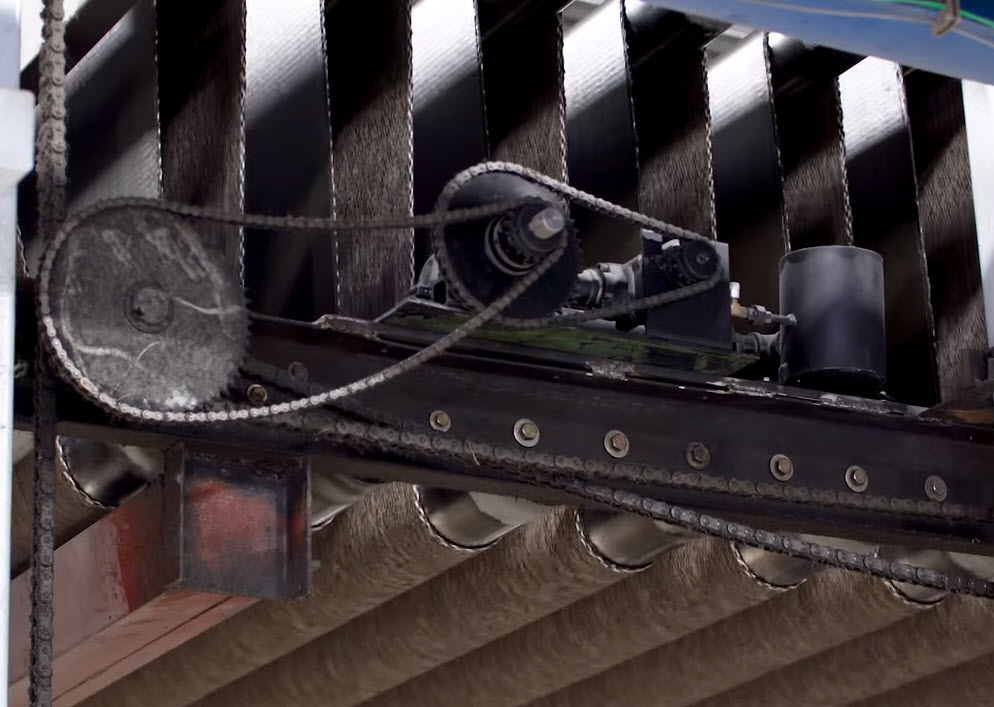
• Uneven plastic coating
• Uneven drying
• Improper rolling
The OASIS team was asked to complete a centerline survey and install a baseline using stainless steel target bushings (SSTBs). Using optical alignment tooling, the OASIS field service technicians performed an initial inspection of the line and found severe misalignment throughout the entire line.
During a meeting to discuss the alignment findings with mill management, a plan was put in place for OASIS to return and align the components of the machine, beginning with the realignment of the two areas of most concern – the upper oven and the embosser.
Two OASIS teams were dispatched to the site. In the upper oven section, one team aligned all rolls for the level (level to Earth) and square (perpendicular to the SSTB baseline) attributes with special focus placed on the alignment of the rolls with the greatest amount of wrap (S rolls). The other team went to work on the embosser unit. In the initial inspection, OASIS found that there was a .200” scissor between the nip and fixed roll in this unit. The team aligned the nip and fixed roll to an acceptable tolerance per the mill team.
After the upper oven and embosser unit sections were aligned, the OASIS teams aligned the coater tables and the chill section.
Once the applicator rolls of the coater section were aligned to the baseline, each coater table needed to be realigned to the rolls. In order to do this, OASIS field service technicians had to cut the welds on the tables in order to position them parallel to the rolls. The chill section rolls were then all set to the acceptable alignment tolerance per mill specs.
After the alignment of the components, the mill has seen significant waste reduction, improved production levels and impressive cost savings!
If you are interested in achieving similar results through precision machine alignment and would like to speak to an OASIS representative, please contact us. Be sure to join our email list and receive regular updates containing educational materials on precision measurement and machine alignment, new technology information, case studies, and more!