The misalignment of components within an aluminum extrusion press can cause significant issues such as inconsistent die performance, uneven wear, premature failure or excessive wear of dummy blocks, and in extreme cases, damaged and/or broken stems, containers and tie rods. Misalignment in the press not only causes equipment damage and increased downtime, product issues such as out-of-spec wall thickness and other product defects can occur leading to increased scrap levels, higher costs and ultimately, unhappy end customers.

Extrusion press alignment inspection with laser tracker
For many years, aluminum extrusion press alignment was performed using traditional alignment methods such as machinist levels, trammel rods, plumb bobs, piano wires and optical tooling. Though these traditional methods and tools have stood the test of time and are still often used today, they can be limited and extremely time consuming (which means longer downtime!). Fortunately, with the capabilities of the newer, innovative 3D metrology tools, such as laser trackers, the inspection and alignment of aluminum extrusion presses is much more efficient, quicker, and cost effective.
Laser trackers work exceptionally well for aluminum extrusion press alignment. Using a laser tracker, a metrology engineer can quickly capture high tolerance dimensional measurements – including conventional level and square measurements. Additionally, because laser trackers work seamlessly with metrology analysis software, data is presented in real-time, allowing for necessary adjustments to be made swiftly.
One of the problems associated with the maintenance or alignment of extrusion presses, is their operating temperature. Traditionally, a long cool-down period had to occur before an equipment alignment could be performed. Although extrusion presses still cannot be serviced while in operation, with laser trackers adapted with next-gen components, specifically the T-Probe technology used with the Leica AT960 laser trackers, metrology engineers can now attain measurements in hot areas that could not be measured before. This capability allows the manufacturers of aluminum extruded products to significantly reduce press downtime – one of the greatest benefits of using modern 3D metrology tools for press alignment.
Laser tracker technology can do more than replace traditional tooling and methods, using these innovative instruments metrology engineers can inspect for:
- Platen-to-platen vertical and horizontal offset
- Platen-to-platen “twist”
- Centerline coincidence of ram, container, and die
- Travel profile of ram, crosshead, and stem
- Ways wear and alignment
- Container and die platen movement
- Tie rod length
- Tie rod extension under load
- Dynamic movement of components
- Foundation stability studies
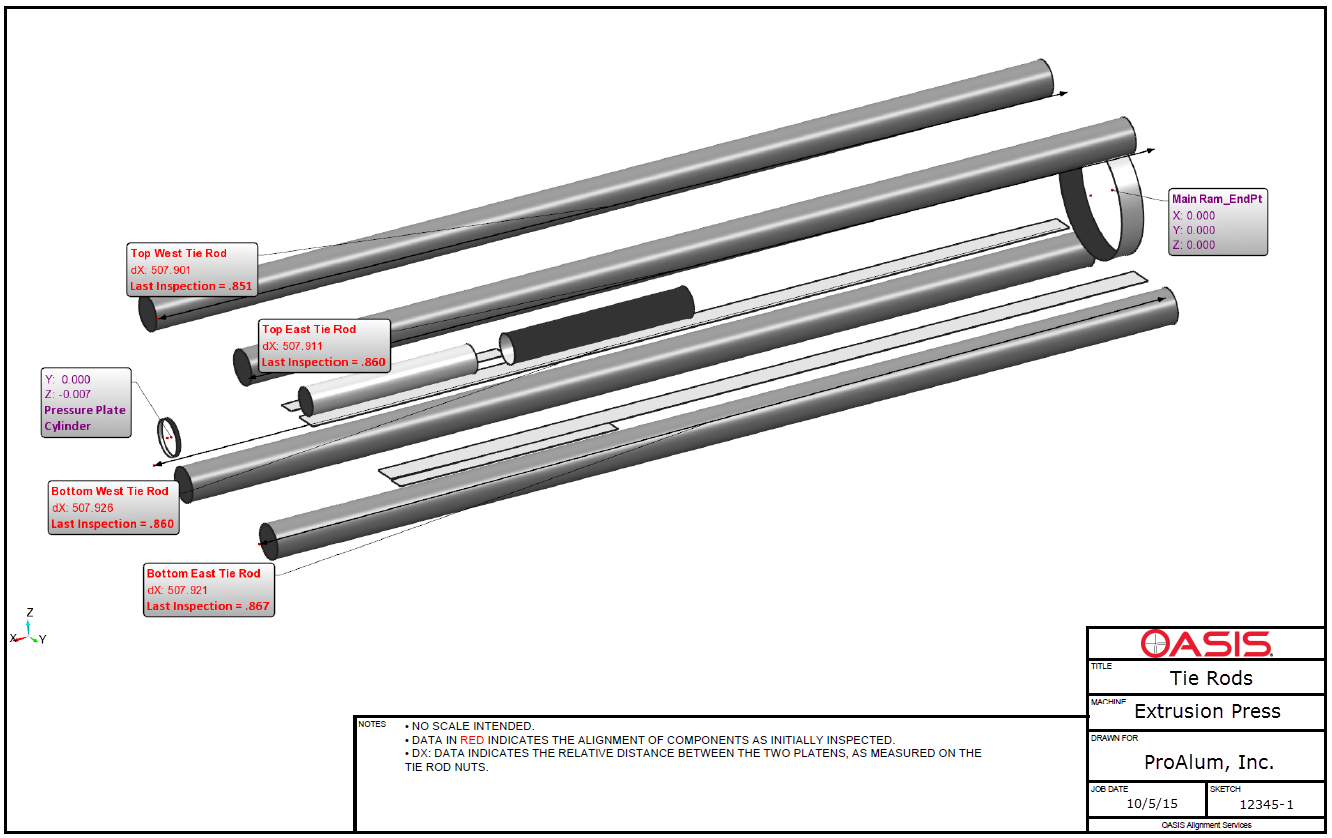
Image shows platen parallelism inspection of tie rods. Data gathered using laser tracker and displayed using metrology software. Measurements were gathered with main ram unloaded.
If you would like to learn more about how YOU can benefit from 3D metrology services for aluminum extrusion press alignment, please contact us. Be sure to subscribe to our Industry Blog for regular updates on metrology tools and methodologies, case studies, industry news and more.